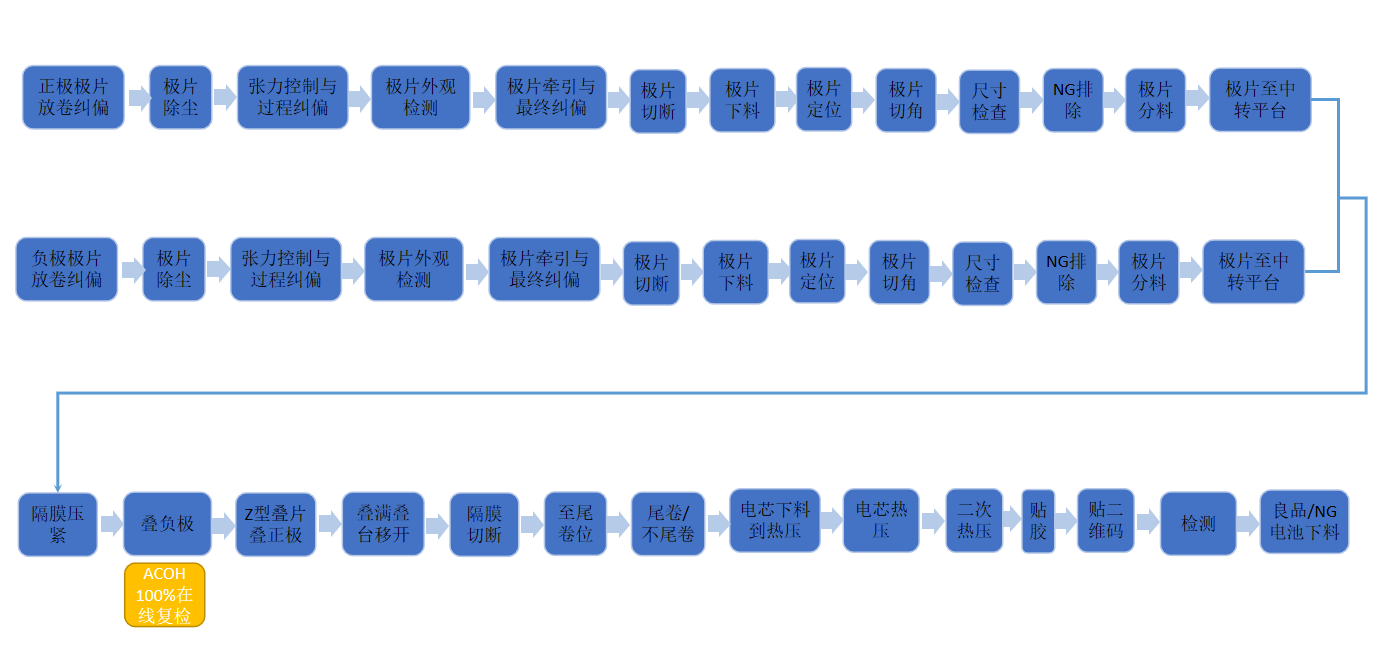
叠片与卷绕的工艺差别主要在模切和极组成型。在模切工序,传统卷绕采用双边模切,模切极耳间距不等,冲切位置有 Mark 孔进行定位;而叠片采用单边模切,极耳间距相同,会进行等间距切断。在极组成型工序,卷绕正负极片连续,叠片是片状物料,在层数相同的情况下,相较于卷绕电池,叠片电池的极耳数量多一倍,同时隔膜张力几乎为零,孔隙率和原材料保持一致。目前市场上主流叠片机设备路线主要有 Z 字型叠片机、切叠一体机、热复合叠片机和卷绕一体机四种,其中 Z 型叠片目前在国内应用最广泛,热复合叠片机技术难度更高,卷叠一体机涉及到日韩专利,国内应用较少。 叠片显著提升电池能量密度和安全性,劣势在于效率和工艺控制等方面。和卷绕电池相比,叠片电池具有一定优势:1)更高的体积能量密度上限:在相同体积的电芯设计情况下,叠片电芯的能量密度高出约 5%左右;2)更稳定的内部结构和更高的安全性:不存在拐角内应力不均匀问题,每层膨胀力接近,因此可以保持界面平整,内部结构更稳定,同时拐角处受力均匀,断裂风险降低;3)更长的循环寿命:极耳数量是卷绕电池的 2 倍,内阻相应降低 10%以上,循环寿命比卷绕高 10%左右;4)更适合做高倍率、大尺寸和异型电池。但叠片也存在生产效率较低、良率较低、设备投资大、工艺难度大等劣势,是此前制约大批量生产的主要因素。